EXECUTIVE SUMMARY
An aerospace supplier approached dolphitech to provide a solution for a metal-to-metal bonding inspection task. To assess feasibility, the supplier provided a selection of epoxy-bonded aluminium-to-aluminium samples which also featured rivets. Flaws included for detection were unbonded regions and particle contamination in the adhesive layer. The dolphicam2 was able to successfully detect and characterise both flaw types, proving the suitability of the equipment for the inspection task.
INTRODUCTION
Materials joining is a key aspect to consider for any engineered structure. Nowhere is it more critical than in aerospace, where joints need to not just be strong enough to withstand the complex loading of a flight cycle, but must also be lightweight, fatigue resistant and aerodynamic. As a result, flush rivets are ubiquitous on metal aircraft, providing high strength and a smooth outer surface. Their performance can be further enhanced by introducing an adhesive bond between the two rivetted parts, which results in greater strength and reliability of the joint. However, bond joints require careful fabrication to ensure that adhesive coverage is complete, particularly over larger surfaces. It is also vital that the bond is free from contamination. Incomplete cleaning of the surfaces and work environment prior to bonding can lead to residual oil contamination and/or particle debris.
To evaluate the dolphicam2’s ability to inspect such bondline flaws, dolphitech were provided with a range of aluminium-to-aluminium bonded samples by an aerospace supplier. Some samples featured only adhesive bonding, others featured only mechanical fastening, while others were hybrid bonds featuring both. Some samples also contained aluminium shavings at the bond interface to represent particle contamination.
SOLUTION
The panels were inspected using a TRM-DA-10MHz Transducer Module (TRM). This TRM is our highest frequency model and therefore provides maximum sensitivity for inspection of thin parts. The 8mm Rexolite delay line provides a wear-resistant, hard contact surface, suitable for smooth, flat components.
In the dolphicam2 software, the interface between the two sheets was gated, and the data displayed as an amplitude C-scan. This C-scan displays signal amplitudes from low to high as black to white on the C-scan. With this data representation the intact bondline, where sound is transmitted through the interface, displays a low-amplitude, thus a dark grey colour, whereas the non-bonded interface, where sound is reflected back to the transducer, displays as a high-amplitude, thus a light grey colour.
All samples were inspected using a manual stitching technique, whereby the probe is moved sequentially over the surface of the specimen, with data acquired at each location. Standard ultrasonic gel was used as a coupling agent.
FINDINGS
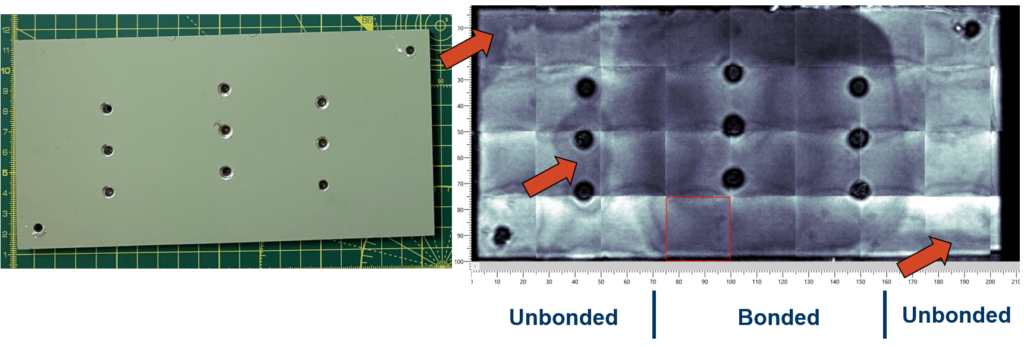
All samples were successfully inspected with the dolphicam2. Shown below is a 4mm to 4mm thick adhesively bonded plate, with unbonded regions on each side. The central bonded region clearly shows a lower reflected signal amplitude compared to the unbonded sides. Regions in the corners and around the fastener hole also showed a damped signal (red arrows), where couplant had seeped into the unbonded gap between the plates.
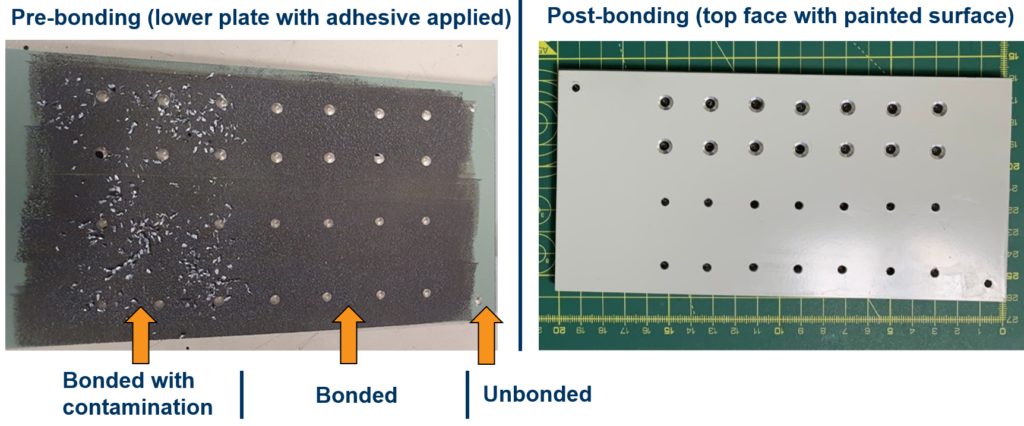
Shown below is a 2mm to 4mm thick adhesively bonded plate, before (image left) and after (image right) the plates were bonded. The aluminium shavings used as particle contamination are visible on the adhesive surface, as is the unbonded region on the far right-hand side of the plate.
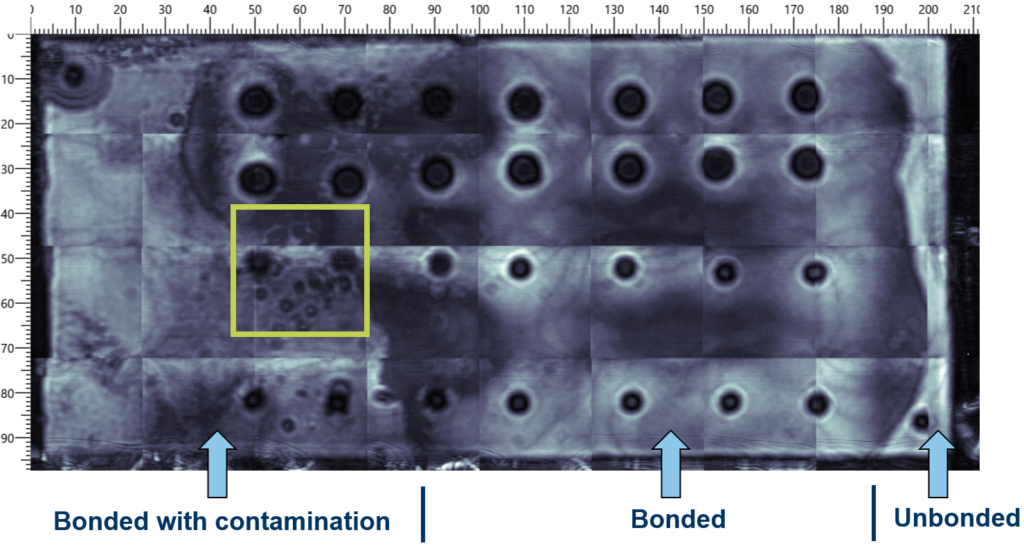
The corresponding stitched C-scan map is shown below. The shavings themselves display as individual circles, thought to correspond to contact points between individual shavings and the upper plate. More generally in this region, an inconsistent signal amplitude is observed, due to the variability in bond quality. In contrast, the uncontaminated bonded region displays as a more consistent low amplitude, with gradual amplitude variations which correspond to changes in the adhesive layer thickness.
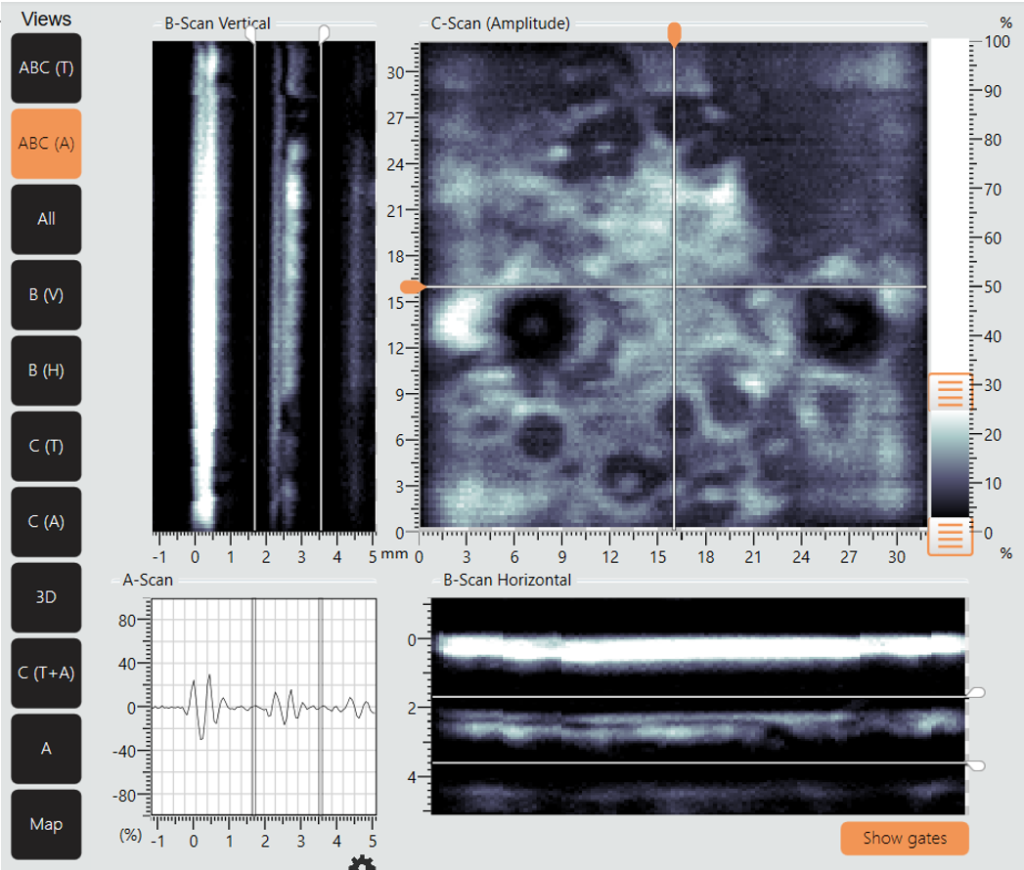
The image below shows an individual screenshot from the dolphicam2 software which corresponds to the location of the green square in the above image. Sub-millimetre particle contamination features are visible in the C-scan. In the two B-scans, the thickness of the bondline can be resolved, with distinct echoes which correspond to the bottom surface of the top plate and the top surface of the bottom plate.
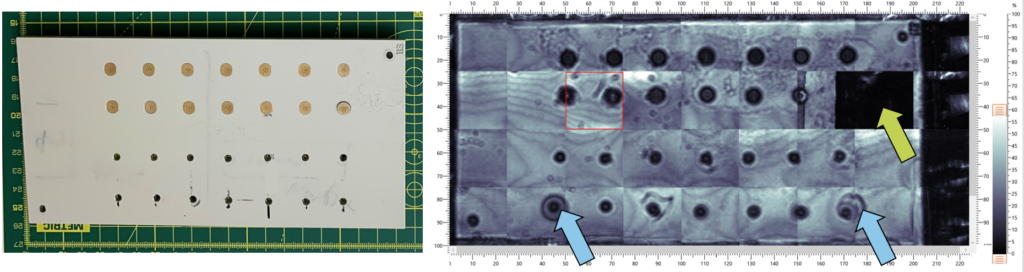
The final image below shows a rivetted sample that also contains particle contamination in the form of shavings. As the sample is not adhesively bonded, signal amplitudes at the interface are higher in general. Circles corresponding to the shaving contact points are observed, similar to the previous sample. Also of note are the dark areas surrounding the unriveted holes (blue arrows). These correspond to locations where couplant has seeped into the interface and damped the reflected signal. The dark square (green arrow) corresponds to a region of lack of transducer contact due to a non-flush rivet.
CONCLUSION
The dolphicam2 with a TRM-DA-10MHz was able to successfully adhesively and mechanically joined aluminium to aluminium plates. Such materials and joining methods are common in diverse aerostructures. Region of disbonding and particle contamination were both readily resolved via rapid acquisition of manually-stitched amplitude C-scans. This inspection type can provide aerostructure manufacturers with assurance that their joints are correctly bonded and free from contamination.

Dolphicam2+
Portable, rugged NDT system featuring the largest screen (14″) on the market, offering intuitive ultrasonic flaw detection with advanced imaging capabilities and rapid setup.
MAUT Core Units
TRM 10 MHz
The 10 MHz transducer module (TRM) is our highest frequency model and provides great sensitivity for inspections of thinner components.
MAUT Transducers (TRMs)
Dolphicam2+
Portable, rugged NDT system featuring the largest screen (14″) on the market, offering intuitive ultrasonic flaw detection with advanced imaging capabilities and rapid setup.
MAUT Core Units
TRM 10 MHz
The 10 MHz transducer module (TRM) is our highest frequency model and provides great sensitivity for inspections of thinner components.
MAUT Transducers (TRMs)AEROSPACE MARKET
Safety is paramount in aviation. Fast extensive inspection is possible using the dolphicam2 ultrasonic technology.
Read moreREQUEST A QUOTE OR SUBMIT AN ENQUIRY
Need help with product information?
Get in touch with our experts for information or a quotation.